
사출 금형 표면은 거울과 같은 마감 처리를 위해 다양한 도구를 사용하여 연마하는데, 이를 폴리싱이라고 합니다. 사출 금형 연마에 일반적으로 사용되는 도구에는 숫돌, 사포, 연마 페이스트, 양모 휠 등이 있습니다. 고품질의 연마 결과를 얻으려면 프리미엄급 연마 도구와 숫돌, 사포, 다이아몬드 연마 페이스트와 같은 보조 제품을 선택하는 것이 좋습니다.
연마 기술의 선택은 기계 가공, 방전 가공, 연삭 등과 같은 초기 가공 단계 이후의 표면 상태에 따라 달라집니다. 그렇다면 사출 금형을 연마하는 방법은 무엇일까요? 일반적인 기계 연마 공정에는 다음 단계가 수반됩니다:

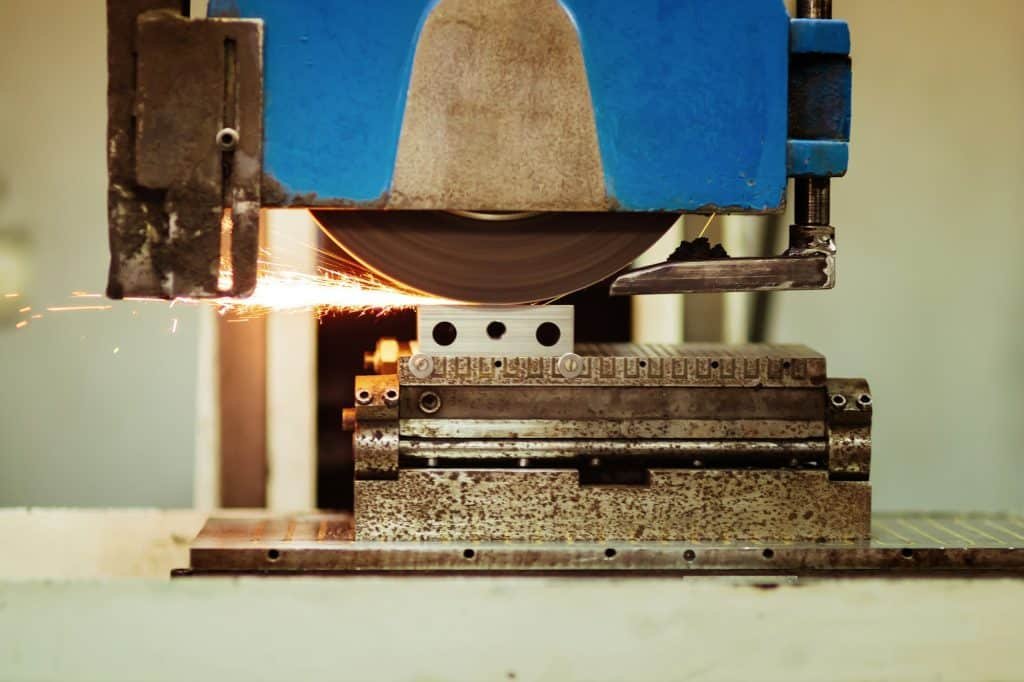
1. 거친 연마
밀링, EDM, 연삭 또는 이와 유사한 공정 후 회전 표면 연마기 또는 회전 속도 35,000~40,000rpm의 초음파 연마기를 사용하여 표면을 연마할 수 있습니다. 일반적인 방법은 직경 Φ3mm 및 WA #400의 휠을 사용하여 흰색 EDM 층을 제거하는 것입니다. 그 후, 등유로 윤활하거나 냉각한 숫돌 스트립을 사용하여 숫돌로 수동 연삭을 수행합니다. 일반적인 순서로는 #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000이 있습니다. 시간을 절약하기 위해 많은 금형 제조업체는 #400부터 바로 시작합니다.
2. 반제품 연마

반제품 연마는 주로 사포와 등유를 사용합니다. 사포 순서는 #400 ~ #600 ~ #800 ~ #1000 ~ #1200 ~ #1500으로 구성됩니다. 단, #1500 사포는 경화된 다이강(52HRC 이상)에만 적합하며, 예비 경화강에는 표면 화상을 유발할 수 있으므로 주의할 필요가 있습니다.
3. 미세 연마
미세 연마에는 주로 다이아몬드 연마 페이스트가 사용됩니다. 연마 천 휠과 혼합할 경우 일반적인 연마 순서는 9μm(#1800) ~ 6μm(#3000) ~ 3μm(#8000)로 구성됩니다. 9μm 다이아몬드 연마 페이스트와 연마 천 휠을 사용하면 #1200 및 #1500 사포가 남긴 흔적을 효과적으로 제거할 수 있습니다. 그 후 1μm(#14000) ~ 1/2μm(#60000) ~ 1/4μm(#100000) 순서로 스티커 펠트와 다이아몬드 연마 페이스트를 사용한 연마가 이어집니다.
1μm 이상의 정밀도가 요구되는 사출 금형 연마 공정은 금형 가공 작업장 내 깨끗한 연마실에서 진행됩니다(1μm 포함). 최고의 정밀도를 위해서는 흠 잡을 데 없이 깨끗한 환경이 필수적입니다. 먼지, 연기, 비듬, 물방울은 수시간의 노동 끝에 세심하게 연마된 표면을 손상시킬 수 있습니다.








