アクリロニトリル・ブタジエン・スチレン(通称ABS)は、製造業界において最も広く使用されている熱可塑性ポリマーの一つです。電動工具や家電製品の頑丈な筐体から、自動車の内装パネル、さらにはレゴブロックに至るまで、ABSは耐久性、耐衝撃性に優れ、外観も美しい部品を作るための定番素材となっています。
しかし、ABSは一般的に加工や成形が容易な材料と見なされているものの、高精度で欠陥のない部品を製造するには、最適化された加工パラメータを厳守する必要があります。
この包括的なエンジニアリングガイドでは、ABS射出成形の技術仕様について、理想的な温度設定、乾燥時間、収縮率、そして一般的な成形欠陥を防ぐための専門家のアドバイスなど、詳しく掘り下げていきます。
なぜABSは射出成形においてこれほど人気があるのでしょうか?
ABSは、ポリブタジエンを触媒として、スチレンとアクリロニトリルを重合させて作られる三元共重合体です。これらのモノマーはそれぞれ、完成したプラスチックに独自の優れた特性を与えます:
- アクリロニトリル:耐薬品性と熱安定性を備えています。
- ブタジエン(ゴム誘導体):優れた衝撃強度と靭性を発揮します(これが、ABSが簡単に粉砕されない理由です)。
- スチレン:プラスチックに光沢のある高級感のある表面仕上げを与え、加工性を高める(溶けやすく、金型に流れ込みやすい)。
こうした3つの特長がバランスよく兼ね備わっているため、ABS射出成形は、高い引張強度、寸法安定性、そして低い製造コストという、驚くべき組み合わせを実現しています。また、塗装、電気めっき(クロムめっき)、オーバーモールドなどの二次加工にも最適な基材です。
ABS射出成形における重要なパラメータ
高品質なABS部品を安定して製造するためには、射出成形の技術者はいくつかの変数を慎重に管理する必要があります。以下は、標準的なABS樹脂を加工するための標準的なB2B技術データです。
技術データ:ABS処理ガイドライン
| Parameter | 推奨範囲/値 | 技術メモ |
| Drying Temperature | 80°C~90°C(176°F~194°F) | 重要。ABSは空気中の水分を吸収します。 |
| 乾燥時間 | 2~4時間 | Use a desiccant dryer for best results. |
| 溶融温度 | 210°C ~ 270°C (410°F ~ 518°F) | 熱分解を防ぐため、280°Cを超えないようにしてください。 |
| 金型温度 | 40°C ~ 80°C (104°F ~ 176°F) | 金型の温度を高くすると、表面の光沢とウェルドラインの強度が向上します。 |
| 射出圧力 | 50~100 MPa | 部品の厚さやゲートの大きさによって大きく異なります。 |
| 射出速度 | 中程度~速い | 高速で送ると薄い壁にインクが染み込みますが、速すぎると焼け跡が残る可能性があります。 |
| 収縮率 | 0.4% – 0.8% | 予測性が非常に高いため、公差の厳しい部品の製造に最適です。 |

処理のベストプラクティスを徹底解説
1. ABSの乾燥の重要性(水分管理)
ABSは本質的に吸湿性があり、周囲の環境から自然に水分を吸収します。湿ったABSペレットを射出成形機のバレルに供給すると、水分は瞬時に水蒸気になります。この水蒸気は溶融プラスチックの中に閉じ込められ、完成品の表面に銀色の筋が生じます(これは「スプレイマーク」または「シルバーストリーク」と呼ばれる欠陥です)。さらに、水分によってポリマー鎖が分解され、成形品の物理的衝撃強度が大幅に低下します。
2. Controlling the Shrinkage Rate
ABS射出成形の最大の利点の一つは、収縮率が非常に予測しやすく、かつ比較的低いこと(通常0.4%~0.8%)です。このため、ABSはスナップフィットや嵌合式筐体など、厳しい機械的公差が求められる部品の製造に最適です。BFY Moldでは、当社の金型エンジニアがDFM(製造を考慮した設計)および金型設計の段階でこの収縮率を正確に算出し、お客様の部品が毎回確実にぴったりと嵌合するよう保証しています。
3. 高光沢な表面仕上げの実現
製品に高級感あふれる高光沢の仕上げが求められる場合、金型の温度管理が鍵となります。金型の温度を通常より高め(約70°C~80°C)に設定することで、溶融したABSがキャビティの壁面に接触した際の冷却速度がわずかに遅くなります。これにより、ポリマーが研磨された鋼材(S136金型鋼など)に対してより密に充填され、欠点のない鏡面のような仕上げを実現することができます。
ABS成形における一般的な欠陥とその修正方法
優れた材料を使用しても、加工が不十分だと不良品が発生する可能性があります。ここでは、熟練の成形業者がABSに関する一般的な問題をどのように解決しているかをご紹介します。
- 溶接線(ニットライン):溶融プラスチックの2つの流動面が接合した部分に生じる目に見える線。対策:溶融温度、金型温度、または射出速度を上げ、冷却前に流動面が完全に融合するようにする。
- 焼け跡:通常、充填経路の終端部に生じる暗色または黒色の斑点。対策:これは、閉じ込められた空気が高圧下で発火すること(ディーゼル効果)によって引き起こされます。解決策としては、金型の排気性を改善するか、射出速度をわずかに下げる必要があります。
- 反り:成形品の取り出し後に、部品が曲がったりねじれたりすること。対策:金型設計において、冷却路が均一になるようにする。ABS樹脂の反りは、通常、部品の厚い部分と薄い部分の間で冷却速度にばらつきがあることが原因となる。

ABS射出成形にBFY Moldを選ぶべき理由は?
ABSは一般的な素材ですが、欠陥ゼロの量産を実現するには、最高水準の設備と数十年にわたる経験が必要です。
プラスチック製造業界で20年以上の実績を持つBFY Moldは、精度と一貫性を提供しています:
- 高度な材料処理:当社は集中型乾燥剤乾燥システムを採用し、成形前にすべてのABS樹脂バッチが完璧に準備されるよう確保することで、水分による欠陥を排除しています。
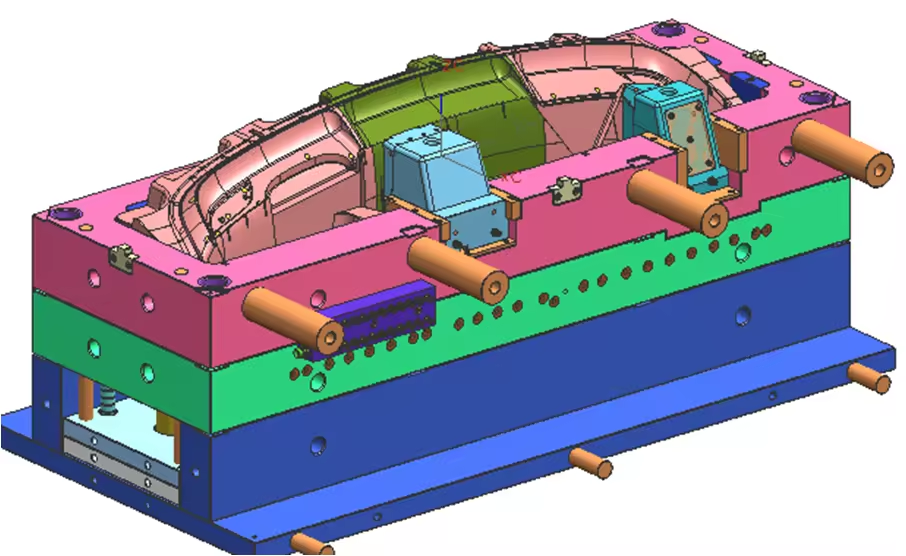
- 高精度金型:当社は自社内で金型の設計および加工を行っています。高品質な鋼材と高度なMoldflow解析を活用することで、複雑なABS製筐体においても、±0.05mmという厳しい公差を保証します。
- 二次加工:当社は完全なターンキーソリューションを提供しています。射出成形に加え、社内で超音波溶接、オーバーモールド(ABSへの軟質TPR/TPUの接着)、シルクスクリーン印刷、塗装を行っています。
よくある質問(FAQ)
Q1: Can ABS plastic be overmolded?
はい、その通りです。ABSはオーバーモールドに適した最良の硬質基材の一つです。TPU(熱可塑性ポリウレタン)やTPRのような柔らかく柔軟な素材は、ABSと非常に強固な化学結合を形成するため、ソフトグリップのハンドルを備えた工具や防水型の電子機器筐体の製造に最適です。
Q2: ABS射出成形は高価ですか?
いいえ。ABSは、現在入手可能なエンジニアリング熱可塑性樹脂の中で最もコストパフォーマンスに優れた素材の一つです。ポリカーボネート(PC)やナイロン(PA)よりも安価でありながら、優れた機械的強度を備えているため、消費財の素材として好んで採用されています。
Q3:ABS成形部品に電気めっきを施すことはできますか?
はい。特定のグレードのABS(電気めっき用グレード)は、金属めっきを施すために特別に設計されています。これはクロムめっきに使用される最も一般的なプラスチックであり、自動車のグリル、内装トリム、浴室用備品などで広く見られます。
あなたのABSデザインを形にしましょう
耐久性に優れた高品質なプラスチック部品の製造をお考えですか?プラスチックの科学を熟知した専門家にぜひお任せください。
[今すぐBFY Moldにお問い合わせください] – 3D CADファイルをアップロードしていただければ、当社のエンジニアリングチームが24時間以内に、無料のDFMレビューと包括的な射出成形の見積もりをご提供いたします。