新しいハードウェア製品を発売する際や、製造戦略を転換する際、調達担当者が最も頻繁に、かつ最も重要視して問う質問は、「このプロジェクトの射出成形にかかる総コストはいくらか」というものです。
残念ながら、その答えが単純な定額制になることはめったにありません。プラスチック射出成形では、金型製作に多額の初期投資が必要となり、その後、部品の実際の生産にかかる変動費が発生します。これらの費用がどのように算出されるかを理解することが、予算を最適化し、投資収益率(ROI)を最大化するための第一歩となります。
この2026年版包括的な価格ガイドでは、射出成形コストの3つの主要要素である「金型」「材料」「生産」について詳しく解説し、総コストの削減に役立つ実践的な「製造を考慮した設計(DFM)」のヒントをご紹介します。
射出成形のコストを構成する3つの柱
製造予算を正確に見積もるには、コストを以下の3つの明確なカテゴリーに分類する必要があります:
- 金型製作費(設備投資):鋼またはアルミニウム製の金型をCNC加工するための1回限りの費用。
- 材料費(変動費):プラスチック樹脂ペレットの価格。
- 製造コスト(変動費):部品の射出、冷却、および取り出しに必要な機械稼働時間、人件費、および間接費。
要因1:金型費用(初期投資)
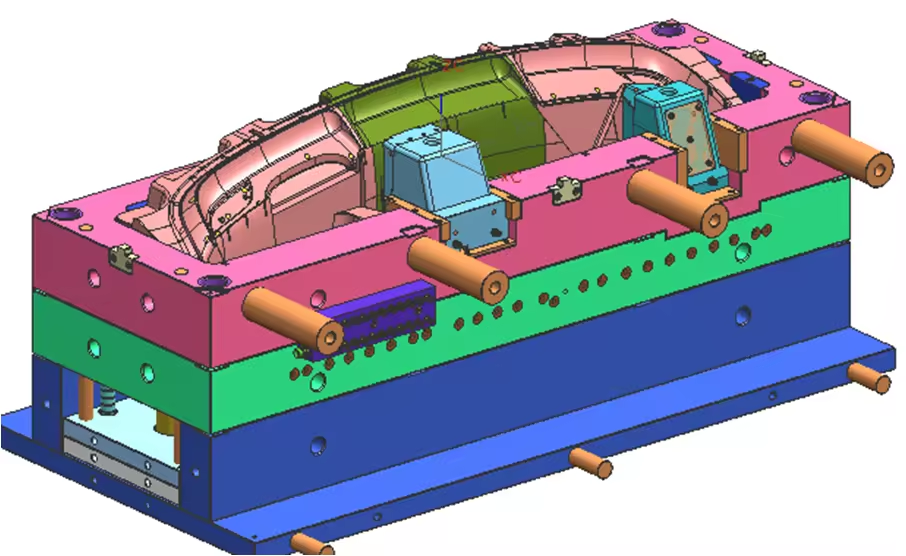
プラスチック製造において、金型製作費は初期費用の中で最も大きな割合を占めます。金型は、極めて複雑で、精密に加工された装置です。その価格は、部品の複雑さ、金型のサイズ、および使用される金型用鋼の種類によって決まります。
B2Bエンジニアリングデータ:複雑度別推定金型コスト
| 金型の種類と複雑さ | 典型的な金型キャビティ | 予想工具寿命(ショット数) | 推定費用の範囲(米ドル) | 主な用途 |
| シンプルなアルミニウム製試作金型 | 1 | 1,000 – 10,000 | $1,500 – $4,000 | ラピッドプロトタイピング、市場調査 |
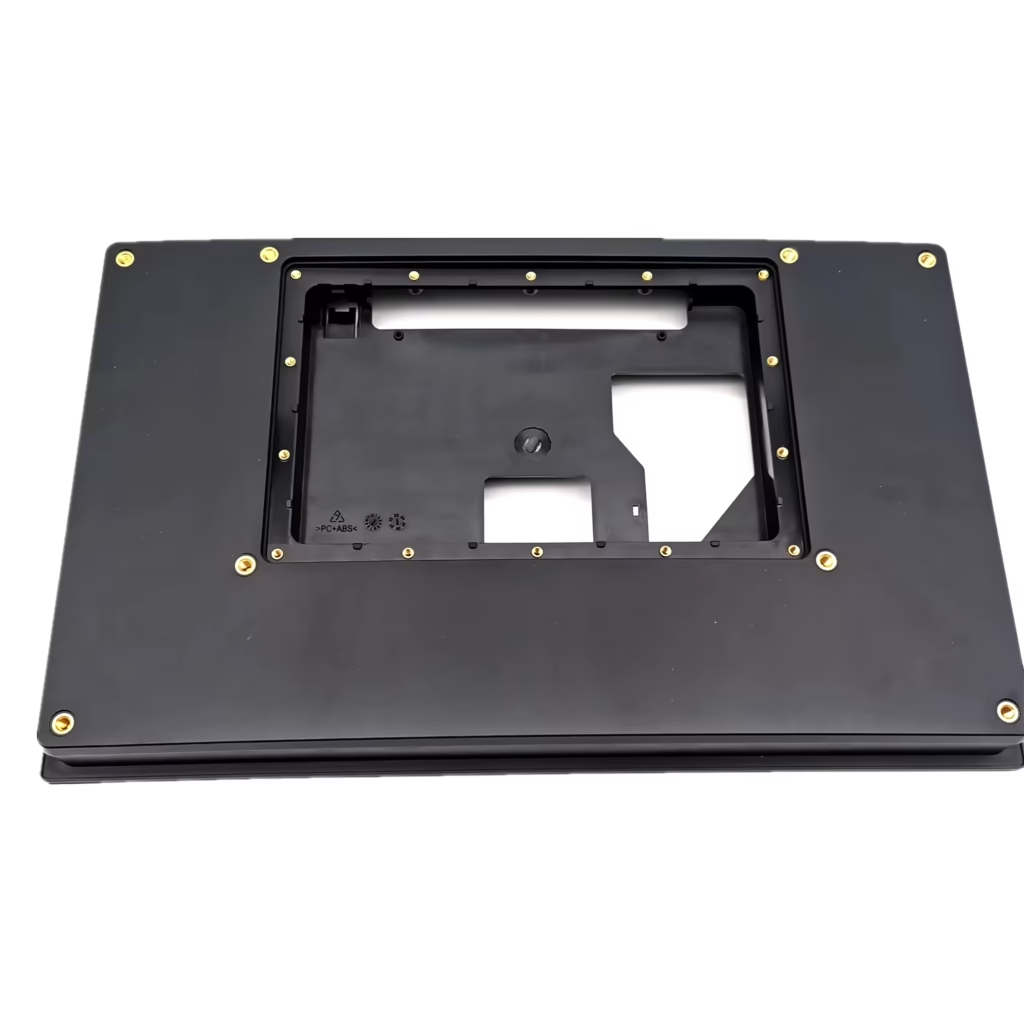
| 少量生産(P20鋼) | 1 – 2 | 100,000 – 300,000 | $3,000 – $8,000 | シンプルな筐体、少量生産の消費財 |
| 大量生産(H13鋼) | 4 – 8+ | 1,000,000+ | $10,000 – $35,000+ | 量産、研磨材(例:ガラス繊維強化ナイロン) |
| 複雑な多機能金型 | 場合による | 500,000+ | $15,000 – $50,000+ | ねじ部、アンダーカット、またはオーバーモールド(2K)のある部品 |
(注:これらは業界平均値です。実際のコストは、部品の形状や公差要件によって大きく異なります。)
なぜ金型はこんなに高価なのでしょうか?
金型の製作には、最先端の5軸CNC加工、EDM(放電加工)、そして専門家による数百時間に及ぶ設計作業が必要です。精度には一切の妥協が許されず、わずか0.05mmの誤差でも、バリや寸法歪みといった深刻な成形不良を引き起こす可能性があります。

Factor 2: Material Costs (Choosing Your Resin)
射出成形の総コストに影響を与える2つ目の要因は、原材料です。プラスチックペレットは重量(キログラムまたはポンド単位)で購入されます。どの材料を選ぶかは、製品の性能要件に完全に左右されます。
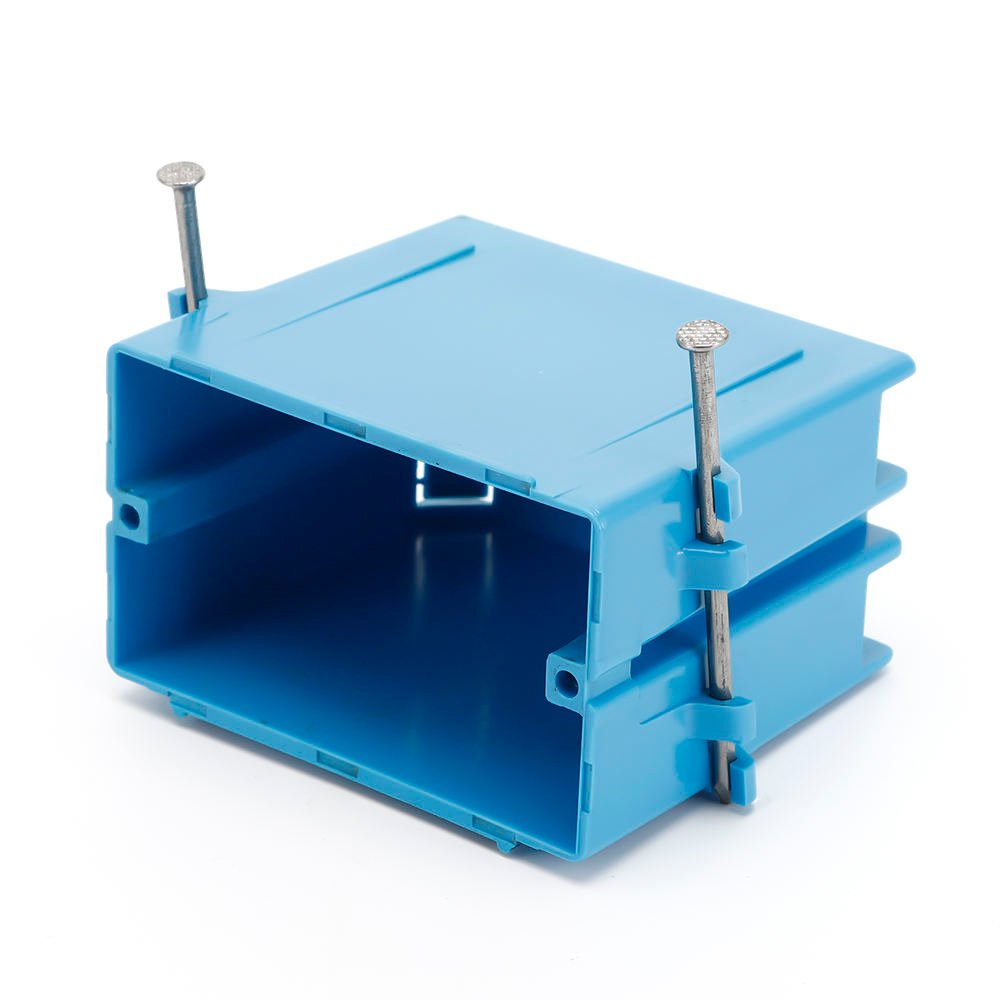
- 汎用プラスチック(低コスト):ポリプロピレン(PP)、ポリエチレン(PE)、ポリスチレン(PS)などの素材は、非常に手頃な価格で、加工も容易です。これらは、包装材、使い捨て製品、および基本的な消費財に最適です。
- エンジニアリングプラスチック(中価格帯):ABS、ポリカーボネート(PC)、ナイロン(PA)などの素材は、優れた耐衝撃性、熱安定性、および構造的強度を備えています。価格は若干高めですが、電動工具、自動車部品、電子機器の筐体には不可欠な素材です。
- 特殊・汎用プラスチック(高コスト):TPU、TPR、PEEK、医療用グレード樹脂などの高性能素材は、その特殊な特性(例えば、極めて高い耐薬品性、生体適合性、ソフトタッチで人間工学に基づいた設計など)により、高価格帯となっています。
Factor 3: Production Cost (Cycle Time & Cavitation)
製造コストとは、機械から生産される部品1つごとに支払う価格のことです。これは、機械の時間単価、人件費、そして最も重要な「サイクルタイム」に基づいて算出されます。
サイクルタイムとは、機械が金型を閉じて、プラスチックを射出し、冷却し、金型を開き、成形品を取り出すまでに要する合計時間のことです。
- 部品の成形に20秒かかる場合、1時間あたり180個の部品を生産できます。
- 肉厚の部品の冷却と成形に60秒かかる場合、1時間あたり60個しか生産できません。
- サイクルタイムが長ければ長いほど、1個あたりの射出成形コストは高くなります。
多キャビティ金型の力:
数百万個の部品が必要な場合、多キャビティ金型(例えば8キャビティ金型)に投資することで、1回の20秒サイクルで8個の部品を生産できるようになります。初期の金型費用は高くなりますが、単価は大幅に低下するため、長期的なROIを最大化することができます。
射出成形のコストを削減するための4つの専門家のアドバイス
コスト削減のために品質を犠牲にする必要はありません。賢明な「製造を考慮した設計(DFM)」の原則を活用することで、コストを大幅に削減することができます:
- アンダーカットの排除:サイドホールやスナップフィットフックなどの構造には、金型内に複雑な機械式の「スライダー」や「リフター」が必要となります。こうした機構は、金型コストを数千ドルも押し上げてしまいます。可能であれば、部品を再設計してアンダーカットを排除してください。
- 厚い壁のコア抜き:プラスチックは冷却されると収縮します。壁が厚すぎると、高価な材料を無駄にするだけでなく、冷却に膨大な時間を要し、生産コストを押し上げてしまいます。壁の厚さを均一に保ってください(通常は1.5mm~3mm)。
- 適切な鋼材を選ぶ:金型の仕様を過度に高く設定しないようにしましょう。販売予定数が5万個程度の場合は、高価な焼入れ済みH13鋼を使用するのではなく、P20鋼製の金型を依頼してください。
- ターンキー方式のメーカーと提携する:金型をある会社から調達し、生産を別の会社に委託すると、送料の発生、コミュニケーションの齟齬、そして隠れた上乗せ料金が生じます。

BFY Moldでコスト効率の高い製造を実現
射出成形のコスト管理は、適切な製造パートナー選びから始まります。BFY Moldでは、20年以上にわたる金型製造の専門知識と、高効率な生産ラインを融合させ、高額な価格設定をすることなく、最高品質の製品をお届けしています。
- 自社内での金型製作:当社では、±0.05mmという高精度な公差で金型を自社内で設計・加工しているため、中間業者によるマージンを排除し、リードタイムを最短で15~30日までに短縮しています。
- 無料のDFM解析:お客様が費用を一切負担される前に、当社のエンジニアリングチームがCADファイルを確認いたします。金型の複雑さを軽減し、サイクルタイムを短縮できるよう、設計の最適化方法を積極的に提案いたします。
- 透明性のある価格設定:詳細な明細付きのお見積もりをご提供いたしますので、お客様にはご請求内容を正確にご確認いただけます。隠れた手数料や予期せぬ追加料金は一切ありません。
よくある質問(FAQ)
Q1:射出成形の最小注文数量(MOQ)はどれくらいですか?
BFY Moldでは、あらゆる規模の企業様をサポートしております。大量生産(10,000個以上)の方が単価面でのコストパフォーマンスは最も高くなりますが、お客様が市場性を検証できるよう、小ロット生産(500~1,000個)も頻繁に承っております。
Q2:見積もりが届くまでどれくらいかかりますか?
3D CADファイル(STEPまたはIGES形式)と材料要件をご提出いただければ、当社のエンジニアが通常24時間以内に、金型製作および生産に関する包括的な見積もりをご提示いたします。
Q3:金型代金を支払った後、その金型の所有権は誰にあるのですか?
はい、その通りです。金型製作費の請求額が全額お支払いされ次第、その金型は100%お客様の所有物となります。生産期間中は、追加料金なしで当社の施設にて安全に保管・維持管理いたします。
製造コストの推測はもうやめましょう
次のプロジェクトで実際の数値を確認する準備はできていますか?当社の専門家が、お客様に代わってデータを分析いたします。
[今すぐ無料の個別見積もりをご依頼ください] – 3Dモデルと生産数量の要件をアップロードして、製造予算の最適化を始めましょう。